详细介绍
焊钉(又称 “焊接螺柱”“植焊钉”)是一种通过焊接工艺(如电弧焊、储能焊)与基材(金属板材、构件)永久连接的紧固件,核心功能是在基材表面形成 “一体化螺纹连接点”,替代传统钻孔、攻丝工艺,其特性围绕 “高效连接”“结构强度”“场景适配” 三大核心展开,具体可从结构设计、焊接性能、力学特性、材质与场景适配、局限性五个维度详细说明。
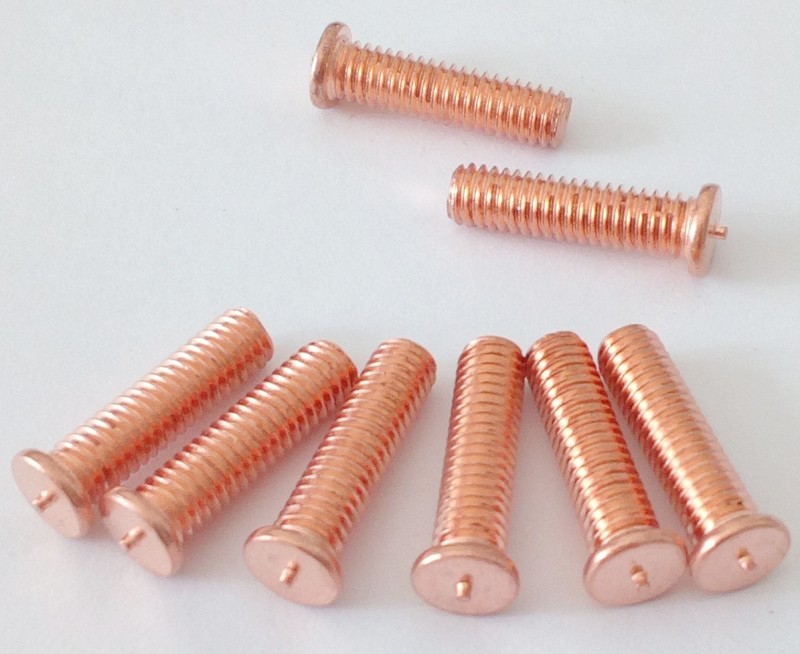
焊钉的结构设计需同时满足 “焊接牢固性” 和 “后续螺纹连接需求”,与普通螺栓、螺柱的最大差异在于 “焊接端” 的特殊处理,具体特征如下:
-
“焊接端 + 螺纹端” 双段结构
焊钉整体呈圆柱形,分为上下两段:
-
焊接端(下端):多数型号设计为 “平头” 或 “倒角圆头”,部分高端焊钉会在焊接端压制 “焊接凹槽” 或 “定位凸点”—— 凹槽可储存焊接熔池,确保焊接时熔深均匀;定位凸点则用于快速对准基材焊接位置,避免偏移。部分焊钉(如剪力钉)的焊接端还会包裹 “瓷环”(焊接保护套),防止焊接时金属飞溅污染螺纹。
-
螺纹端(上端):为标准外螺纹结构(如 Metric 粗牙 M5-M24、UNC 美制粗牙 1/4"-1"),螺纹精度多为 6g(普通级),适配螺母、垫圈等连接件;螺纹端顶部常设计为 “六角头”“圆柱头” 或 “沉头”,方便后续用扳手拧紧螺母(沉头设计可用于表面需平整的场景)。
-
全长与直径的适配比例
焊钉的 “焊接端长度” 与 “螺纹端长度” 比例需匹配焊接工艺:例如电弧焊焊钉的焊接端长度通常为直径的 1-1.5 倍(确保熔接深度),储能焊焊钉的焊接端长度仅为直径的 0.5 倍(因储能焊加热时间短,需控制熔接范围)。整体全长范围多为 10-100mm,直径 5-24mm,满足从轻型板材到重型钢结构的连接需求。
-
防腐蚀与表面处理
为提升焊接后的耐久性,焊钉表面常做预处理:
-
低碳钢焊钉:镀锌(热镀锌、电镀锌)、镀镍,防止焊接后基材与焊钉连接处生锈;
-
不锈钢焊钉:钝化处理,增强表面耐酸碱性能;
-
高温场景焊钉(如锅炉、管道):表面喷涂耐高温涂层(如陶瓷涂层),避免高温氧化。
焊钉的核心优势在于 “焊接连接” 的特性,相比传统 “钻孔 + 攻丝 + 螺栓连接”,其焊接性能可总结为 3 点:
-
无需预处理,焊接效率高
无需在基材上钻孔、攻丝,直接通过焊接设备将焊钉与基材熔接(如储能焊焊钉的焊接时间仅需 0.1-0.5 秒 / 个),大幅减少工序 —— 例如钢结构厂房墙面安装时,焊钉焊接效率比传统螺栓连接提升 50% 以上,尤其适合批量施工场景。
-
焊接强度高,连接更可靠
焊接时焊钉与基材形成 “冶金结合”(原子级融合),而非传统螺栓的 “机械咬合”,抗拉力、抗剪力性能更优:
-
低碳钢焊钉(如 Q235 材质)焊接后的抗拉强度可达 300-400MPa,远超同规格普通螺栓的抗拉强度(约 240MPa);
-
剪力钉(用于钢结构抗剪)的抗剪承载力可根据基材厚度、焊钉直径精准计算,满足建筑、机械领域的结构安全要求。
-
适配多种焊接工艺与基材
可根据基材材质、厚度选择对应的焊接方式,兼容性强:
-
电弧焊:适用于厚基材(≥8mm 钢板)、大直径焊钉(≥M12),如重型钢结构梁柱连接;
-
储能焊:适用于薄基材(1-6mm 钢板)、小直径焊钉(≤M10),如家电外壳、汽车车身连接;
-
电阻焊:适用于不锈钢、铝合金基材,避免焊接时产生氧化皮,如食品设备、医疗器械。
焊钉的力学性能围绕 “长期承载”“抗失效” 设计,核心特性包括:
-
高强度与高刚性
主体材质多为高强度钢(如 Q355、10B21)、不锈钢(304、316),经调质处理后硬度可达 HV200-300,在承受轴向拉力、横向剪力时不易变形;尤其在动态载荷场景(如机械振动、车辆颠簸)中,焊接连接的刚性可避免 “螺栓松动” 问题,比传统螺栓连接更稳定。
-
抗疲劳性能优异
焊接处的熔合线经过优化设计(如平滑过渡、无尖角),减少应力集中 —— 例如汽车底盘的焊钉在 100 万次振动循环后,仍能保持 90% 以上的初始强度,远高于传统螺栓连接(约 70%),适合长期动态受力场景。
-
尺寸精度可控
焊钉的直径公差、全长公差严格遵循标准(如 ISO 13918、GB/T 10433),例如直径公差为 ±0.1mm,全长公差为 ±0.2mm,确保焊接后螺纹端高度一致,后续安装螺母、垫片时无需调整,提升装配精度。
焊钉的材质需匹配基材材质、使用环境(温度、腐蚀程度)及承载需求,常见材质如下:
-
建筑与钢结构领域:钢结构厂房的檩条固定、幕墙龙骨连接(用剪力钉传递剪力)、楼板与钢梁连接 —— 依赖焊钉的高抗剪强度和快速施工效率;
-
汽车与交通领域:汽车底盘支架焊接、货车车厢护栏固定、地铁车体连接件 —— 利用其抗疲劳性能和轻量化材质(铝合金焊钉);
-
机械与设备领域:机床外壳组装、电机底座固定、输送设备框架连接 —— 无需钻孔,避免基材强度损伤;
-
特殊环境领域:海洋平台护栏、化工反应釜附件、食品生产线设备 —— 不锈钢 / 合金焊钉的耐腐蚀性可满足长期使用需求;
-
家电与轻工领域:洗衣机外壳、空调支架、家具金属框架 —— 小直径储能焊钉提升装配效率,降低生产成本。